

撕裂:上SMT时,上带高速剥离时容易撕裂

ncover如何解决:撕裂原因往往是上带边缘在裁切时有毛边产生或是封合机封刀上有积碳,在封合时高温高压作用下对上带表面造成破坏。ncover因为采用压敏胶,无高温高压条件,且上下带剥离是自易撕线撕开,所以无撕裂之虞。

【SMT使用自薄膜易撕线撕开】

爆带:不同材质(PS、PC、PET)下带要搭配不同上带,否则容易爆开

【爆带】
ncover如何解决:热封上带与下带采”热融合”结合,所以有配合性问题。ncover的压敏胶与下带采”投锚”方式结合,所以适用所有材质下带。

【投锚效果】
拉力跳动大:上SMT时,拉力跳动大容易造成元件翻转、抛料

【元件翻转】

【拉力跳动大:搭配不同材质需设置不同加工条件,且会受下带成型好坏的影响导致拉力跳动大】
ncover如何解决:拉力跳动上下带界面特性及下带表面的平整度影响,故热封上带拉力跳动都很大。ncover拉力取决在易撕线的深度,所以不受上述因素影响,甚至是环境因素。

【易撕线剩余厚度】

【适用各种材质下带,拉力跳动10g以内】

使用不方便:不能重复使用,重工亦不便

【温度、压力】
ncover如何解决: 热封上带一旦使用过,胶面会受高温跟高压某种程度破坏,所以重复使用或重工后的拉力很不稳定。ncover的压敏胶没有温度压力因素干扰,重复使用或重工的黏着力不变。

【ncover使用水性压敏胶,只需经由压轮的压力即可完成封合】

【ncover使用水性压敏胶,可重工、重工黏着力】
【原始粘着力】 |
【重工粘着力】 |

产生碳、VOC:产生环保问题。

【需加热,会产生VOC、耗电】
ncover如何解决:制作热封上带时会产生大量碳,在与下带封合时会产生大量VOC气体。ncover无积层工艺,所以大幅降低碳产生;无需加热只需压力即能封合,所以VOC接近于0。

【ncover结构】

透明度不佳:不易目视品检。

【现行品不透明】
ncover如何解决:影响透明度主要因素是胶,ncover因薄膜上的胶只有两道,所以非常透明。

【透明度高利于全检】

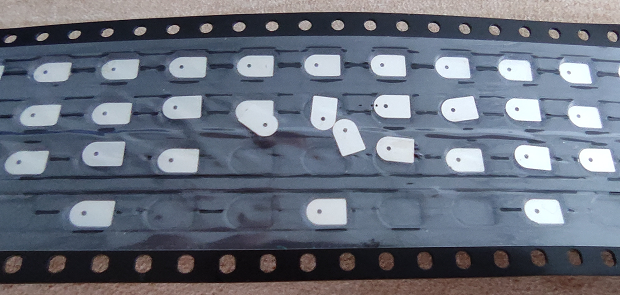
残胶及溢胶:残胶跟溢胶都会黏SMT轨道,导致客户拒绝使用

【下带表面有残胶、上带侧面溢胶】

【SMT轨道堆积的残胶】
ncover如何解决:自黏上带侧边有胶会有黏轨道之虞。ncover 在SMT上下带剥离时是自易撕线断裂,不会有胶残留在下带。胶点在距薄膜边缘1mm处,所以无溢胶。

【ncover效果】
爆带:经长途运输往往容易爆开

【上带爆开】
ncover如何解决: 自黏上带封合PS、ABS、PET、PP等材料下带会因下带老化收缩造成爆带。ncover使用CPP薄膜,可随着下带收缩而收缩。

【ncover封PS透明下带,在温度80℃、湿度95%条件下烘烤,下带已变形,上带未爆开】

综合问题:元件翻转

ncover如何解决:传统上带与下带间有缝隙,所以薄型元件易翻转或滑到隔壁槽中。ncover薄膜具伏贴性,封合后与成型槽间无间隙,轻薄元件不会翻转、滑动到隔壁槽。



【ncover薄膜具伏贴性,封合后与成型槽间无间隙,轻薄元件不会翻转、滑动到隔壁槽】






四大优势对比,全新升级节能环保
单层
两道胶线
20sec固化80%,24hr固化100%
ncover的VOC仅百万分之13
三层
全涂
3~7天固化100%
产生挥发性有机物VOC




